 In the mass production of an ultra-light center armrest for the vehicle interior is followed by the thermoforming of the carrier, the encapsulation with PP and finally the overmolding with a soft and non-slip TPV. Servo-electrically driven, finely controlled "Flexflow" hotrunner systems from HRS flow contribute to fulfilling the high quality standards.
In the mass production of an ultra-light center armrest for the vehicle interior is followed by the thermoforming of the carrier, the encapsulation with PP and finally the overmolding with a soft and non-slip TPV. Servo-electrically driven, finely controlled "Flexflow" hotrunner systems from HRS flow contribute to fulfilling the high quality standards.
The multi-stage process combines the thermoforming of an organic sheet with the injection molding of two different thermoplastics. Development partners in the successful realization of this project were the injection molding machine manufacturer Krauss Maffei and the US toolmaker Proper Tooling.
Fiberform process heats organo sheet
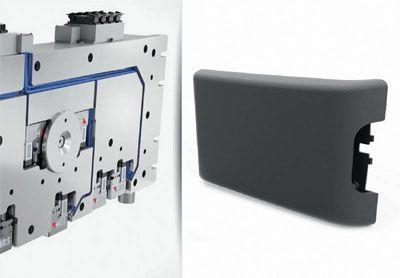
The load-bearing structure of the center armrest is created using the “Fiberform” process developed by Krauss Maffei, in which a thin-walled, fiber-reinforced organic sheet is heated, inserted into the tool and then reshaped. The two subsequent injection molding processes take place at the same time in two opposite areas of the same tool, based on the principle of reversible plate technology.
In one operation, the carrier is first molded with polypropylene (PP). This results in the largely finished geometry of the component including the elements required for subsequent assembly. This PP structure is then overmolded with a thermoplastic elastomer (TPV) in the opposite tool part. The result is the soft visible surface with the fine grain, which is later responsible for the high-quality visual and haptic impression of the center armrest.
Both injection molding steps each use a Flexflow hot runner system with two or three hot runner nozzles. Their servo-electrically driven and individually controlled valve pins ensure optimum filling of the cavities and they support the reliability and cost-effectiveness of the process.
Integrated servo-electric needle drive
The integrated servo-electric needle drive, the hallmark of the innovative Flexflow technology, opens up a variety of options for setting the process parameters. Thus, the individual needles of a hot runner system can be controlled independently of each other with respect to their position (stroke), speed and acceleration. This allows users to control the pressures and flow rates during the entire tool filling process in a particularly precise, simple and flexible manner, thus optimizing the quality of their injection molded parts.
The achievable advantages over conventional pneumatically or hydraulically driven needle valve systems include the ability to produce streak-free Class A surfaces, as well as the reduction of distortion, and ease of maintenance and operation. In addition, they extend to the possibility of lowering the clamping force by about 20% as well as the component weight by up to 5% - namely at the extremely high repeatability required for high-volume production.